临沂定制电镀金刚石磨片服务商_电镀金刚石经销商__定制电镀金刚石磨片生产商
2023-11-24 09:02:41

树脂结合剂金刚石砂轮逐渐取代碳化硅磨具
树脂结合剂金刚石砂轮是以树脂粉为粘结材料,并加入填充材料,经热压、硬化及机加工等工艺制成的,具有一定形状的金刚石磨加工工具。国外80%-90%的硬质合金工件是用这种磨具加工的,树脂结合剂金刚石砂轮正在逐渐取代碳化硅磨具。

此种陶瓷砂轮保持了陶瓷砂轮原有的高硬度性能定制电镀金刚石磨片,烧结温度低、强度韧性高、把持磨料性能好电镀金刚石,并具有耐热、耐油、耐水、耐酸碱、自锐性好、可修整、修整间隔长,均匀的气孔率,便于冷却、排屑等。

金刚石树脂砂轮用途:
1、金刚石树脂砂轮(树脂刀磨砂轮)可根据产品型号多款供选(平行砂轮、平行带弧砂轮、双面凹砂轮、双斜边砂轮、碗型砂轮)等。
2、平行砂轮:主要用于硬质合金的外圆磨削和刀刃加工;
3、平行带弧砂轮:主要用于硬质合金的成形磨削和圆弧面的成形磨削;
4、双面凹砂轮:主要用于磨削量具和无芯磨砂轮机;

5、双斜边砂轮:主要用于硬质合金类齿轮滚刀、螺纹刀具的成型磨削;
以立方氮化硼磨料为原料,分别用金属粉、树脂粉、陶瓷作结合剂烧结成各种形状的磨具,用于工业磨削、抛光、研磨。
国内树脂金刚石砂轮的品种和产量也逐年增加,质量不断提高,应用日益广泛。树脂结合剂金刚石砂轮不足之处是耐热性差电镀金刚石锯片,且不适合大负荷磨削。

镀层脱落使工具寿命缩短
随着经济的发展,科学技术的进步,不同的行业对电镀金刚石工具的要求基本上相同的,即、寿命长、磨削精度高。要保证这些特性,镀层金属不仅要有较高的硬度、耐磨性,而且要求在基体各个部分要均匀分布电镀金刚石切片,以免镀层脱落使工具寿命缩短。
电镀金刚石工具:指通过金属电沉积的方法,使金刚石牢固地被胎体金属包裹在基体(钢或其它材料)上制作而成的一种金刚石工具,它广泛应用于机械电子、玻璃、建材、石油钻探等行业。

应用:用于曲轴、主轴承、连杆轴承、活塞杆、活塞环沟槽、阀头和阀杆、齿轮、齿条、螺纹和轴颈等零件的加工,电镀金刚石铰刀用于轻工业和液压零件铰孔,电镀金刚石砂轮片具有高的加工精度和高的使用寿命,另外还有修磨指甲用的甲锉,磨刀用的电镀磨石,医生用的电镀金刚石牙钻等。

换磨块步骤:
a、当磨头自动提升,有报警信号时,表示该磨头的磨块已磨完,需换磨块。将控制板上的磨头升———降开头旋向“↑”位,按“停止”按钮;
b、按照磨块类型、型号更换磨块钳锁紧安全防护门,按下磨头启动按钮,待旋转稳定后,将升降开关旋向“↓”位;
c、慢慢调高下降气压,使磨头慢慢下降至轻压瓷砖表面,待3—5分钟,磨头研磨稳定后,才按工作压力进一步调节。

金刚石粒度的选择
金刚石粒度的选择:当金刚石粒度粗且为单一粒度时,锯片刀头锋利,锯切,但金刚石结块的抗弯强度下降;当金刚石粒度细或粗细粒度混合时,锯片刀头耐用度高,但效率较低。综合考虑以上因素,选择金刚石粒度为50/60目较为适宜。

金刚石粒度的选择当金刚石粒度粗且为单一粒度时,锯片刀头锋利,锯切,但金刚石结块的抗弯强度下降;当金刚石粒度细或粗细粒度混合时,锯片刀头耐用度高,但效率较低。综合考虑以上因素,选择金刚石粒度为50/60目较为适宜。
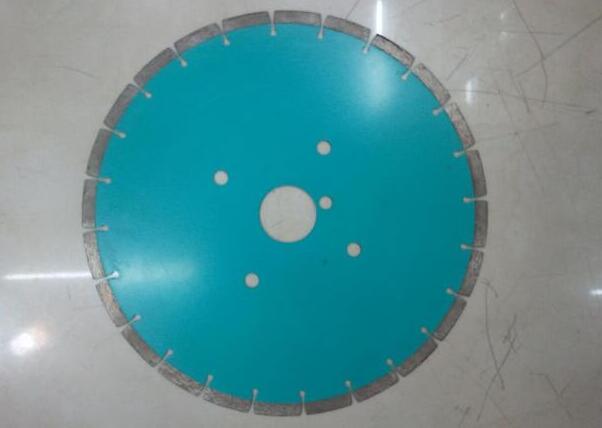
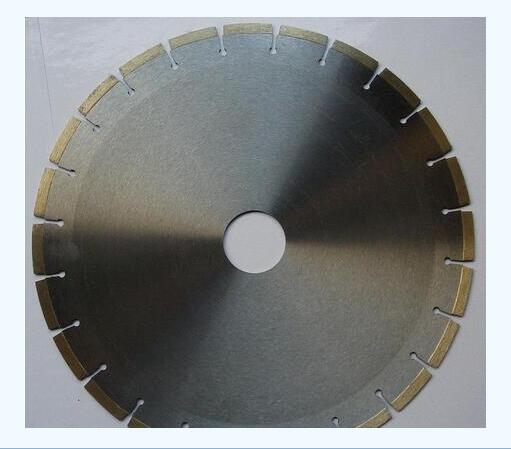
金刚石锯片:
这种类型的锯刀片具有小尺寸的工业用钻石(合成的或天然的)固定在其底部以利用钻石切割(实际上是磨削)硬而脆,或研磨材料。如钻石几乎是超硬的材料在地球上,金刚石锯片可以很容易地切割石材,混凝土,沥青,砖,玻璃,陶瓷,半导体材料,宝石等的方法,通过该钻石被固定到所述叶片的基部包括金属粘合,电镀,真空钎焊等,有多种类型的金刚石锯片被用于各种领域。
金刚石表面的预处理:为了解决胎体材料对于静安是浸润的问题,发展了对金刚石表面进行预处理的若干方法,目的在于,通过某种预处理使金刚石表面呈现出某种金属特征,也就是实现了金刚石的表面金属化。











