威海电镀金刚石切片厂家_新款电镀金刚石工具单价(电话咨询)
2023-12-16 09:02:24

内冷却砂轮结构无心磨伤
内冷却砂轮结构无心磨伤的一些原因及解决方法:
1.导轮转速太低;增加导轮转速。
2.砂轮磨削砂轮选择不当:粒度太细、砂轮太硬、组织太紧;让砂轮粒度放粗、硬度放软、组织疏松。
3.纵向进给量过大;减小导轮倾斜角。
4.在入口处磨得太多新款电镀金刚石工具,工件前部出现损伤;转动导轮架电镀金刚石。
5.在出口处磨得过多,使工件全部烧成螺旋线的痕迹;转动导轮架。
 三牙轮钻头主要应用于石油钻探,近几年有部分地质钻探尝试使用该钻头进行地质钻探,但是钻探效果很不理想,这个是可以想象的,毕竟这也属于不取芯钻头,同时切削齿以合金为主,完全不能和金刚石比较,但是三牙轮钻头在钻进近1000米的孔深时也是有优点的,能够实现不提取岩心电镀金刚石锯片,同时钻孔的偏孔率也是很低的。
三牙轮钻头主要应用于石油钻探,近几年有部分地质钻探尝试使用该钻头进行地质钻探,但是钻探效果很不理想,这个是可以想象的,毕竟这也属于不取芯钻头,同时切削齿以合金为主,完全不能和金刚石比较,但是三牙轮钻头在钻进近1000米的孔深时也是有优点的,能够实现不提取岩心电镀金刚石锯片,同时钻孔的偏孔率也是很低的。

磨边轮过后磨之后
磨边轮过后磨之后:600×600(mm)砖对角线控制在848-849(mm),800×800(mm)砖对角线控制在1131-1132mm。
磨边轮对角线差:分为规则对角线和不规则对角线差。
1)规则对角线差:对角线长线或短线始终出现在同一位置。可调节推砖器解决。

2)不规则对角线差:
a.检测过前磨后的砖坯是否存在对角线;
b.对中夹板是否稳定,存在偏差;
c.推砖同步带是否松紧一致、同步;
d.磨边轮相对的一组左右两边吃刀量是否一致,协调;
e.压梁是否能压住砖坯;
f.同步带、压带是否同步电镀金刚石切片,底板是否有磨损。
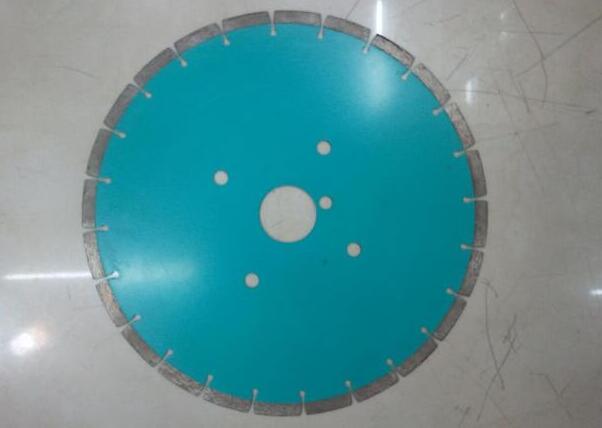
金刚石锯片外观分类
1、连续边缘锯片:连续锯齿金刚石锯片,一般通过烧结方法制作,常用青铜结合剂作为基础胎体料,切割时须加水以保证切割效果,并有用激光将刀头切割缝隙的种类。
2、刀头型锯片:锯齿断开,切割速度快,适合干、湿两种切割方法。
3、涡轮型锯片:结合了前面1、2两项的优势,锯齿连续呈现涡轮状均匀凸凹,提高了切割速度,增加使用寿命。

镀钨层与镀钛层相似,主要区别在于镀钨是靠化学方法在常温下进行化学镀,然后再电镀镍。这种镀钨金刚石需要在随后的热处理或者烧结过程中才会发生反应,形成真正的表面金属化,因此,属于预表面金属化。

金刚石分布浓度的选择
在一定范围内,当金刚石浓度由低到高变化时,锯片的锋利性和锯切效率逐渐下降,而使用寿命则逐渐延长;但浓度过高,锯片会变钝。而采用低浓度、粗粒度,效率则会提高。

金刚石的强度是保证切割性能的重要指标。过高的强度会使晶体不易破碎,磨粒在使用时被抛光,锋利度下降,导致工具性能恶化;金刚石强度不够时,在受到冲击后易破碎,难以担负切削重任。故应选择强度在130~140N。

金刚石锯片切割的注意事项
金刚石锯片空转稳定后方可进行试切割,不准锯片刃口与荒料接触时启动锯片,切割中不准停止锯片转动,须退出锯口后方可停转。切割时若发现荒料有晃动应立即停止切割,待将荒料固定牢固后方可继续工作,切割中,不准任意移动荒料。

切割时发现锯片有明显减速甚至夹刀现象,则可能是皮带打滑、压紧螺母松动或吃刀深度太大、走刀速度过快等原因,应及时调整。线速度应与加工石材的硬度和耐磨性相适应,建议选择下表线速度切割不同类型的石材。
提示:在线速度不高的情况下,增加切割效率,会降低锯片的寿命。











