济宁电镀金刚石磨针服务商_电镀金刚石生产厂__电镀金刚石磨针价格
2024-01-20 09:04:09

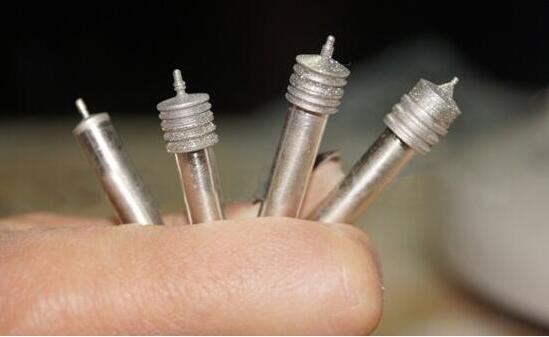
内冷却砂轮结构无心磨伤
内冷却砂轮结构无心磨伤的一些原因及解决方法:
1.导轮转速太低;增加导轮转速。
2.砂轮磨削砂轮选择不当:粒度太细、砂轮太硬、组织太紧;让砂轮粒度放粗、硬度放软、组织疏松。
3.纵向进给量过大;减小导轮倾斜角。
4.在入口处磨得太多,工件前部出现损伤;转动导轮架。
5.在出口处磨得过多电镀金刚石磨针,使工件全部烧成螺旋线的痕迹;转动导轮架电镀金刚石。
 三牙轮钻头主要应用于石油钻探,近几年有部分地质钻探尝试使用该钻头进行地质钻探,但是钻探效果很不理想,这个是可以想象的,毕竟这也属于不取芯钻头,同时切削齿以合金为主,完全不能和金刚石比较,但是三牙轮钻头在钻进近1000米的孔深时也是有优点的,能够实现不提取岩心,同时钻孔的偏孔率也是很低的。
三牙轮钻头主要应用于石油钻探,近几年有部分地质钻探尝试使用该钻头进行地质钻探,但是钻探效果很不理想,这个是可以想象的,毕竟这也属于不取芯钻头,同时切削齿以合金为主,完全不能和金刚石比较,但是三牙轮钻头在钻进近1000米的孔深时也是有优点的,能够实现不提取岩心,同时钻孔的偏孔率也是很低的。

轨道板金刚石磨轮
高速铁路建设已被列人我国“十二五”计划的 首要工作电镀金刚石锯片,火车运行轨道加工需使用CRTS Ⅱ 650型 轨道板金刚石磨轮,磨轮制造标准与技术是从德国 博格集团引人我国。近年来国内一些企业在消化 吸收国外制造技术和标准的基础上,国产化水平已 达到设计、使用要求,成本远低于国外产品。

生产工艺大多以镀镍(或其合金)层作胎体利用撒砂 法将金刚石镶嵌到42CrMo4〔或45钢)材质的基体上制成高铁轨道板磨轮,加工生产工时在60h以 上。高铁轨道板磨轮为551. 4 mm,质量 124kg电镀金刚石切片,按照图纸要求衬层厚度尺寸,决定了必须嵌入d>400μm以上的金刚石颗粒,且在高速磨削时 颗粒不脱落,给加工带来不小麻烦。

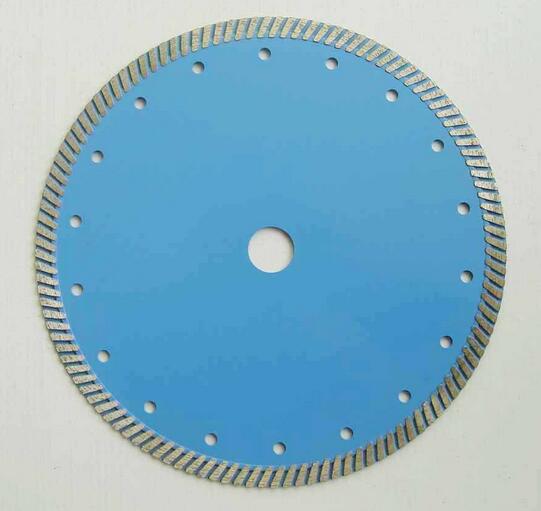
国内金刚石锯片的生产工艺
国内金刚石锯片的生产工艺一般都经过混料、冷压、热压烧结、焊接等流程操作。
1、低熔点物料挥发:金刚石锯片中低熔点金属流料过多,产生的挥发压力阻碍了粉末的烧结联结;
2、杂质含量过高:一般主要是铁粉的杂质含量高,造成低熔点物料无法有效润湿化合;
3、烧结压力不均:造成锯齿的厚薄不一,齿厚的部分是因为合金化或致密化程度不足;

4、模具状态影响:钢模的表面氧化层过厚,会造成热能的有效传输受影响,造成金刚石锯片齿厚不均;
5、基体镀铜层氧化:造成金刚石锯片的齿根部胎体与基体镀铜层无法结合,导致裂纹;
6、冷却过快:加热烧结后,金刚石锯片骤然冷却,胎体强烈收缩导致裂纹; 7、润湿剂质量差:因液态石蜡的杂质含量高,尤其使用混入杂质的机油时,易造成胎体流料开裂。
粘结相的选择
锯片的性能并不仅仅取决于金刚石,而是取决于金刚石与粘结剂恰当配合构成的刀头这种复合材料的整体性能。对于大理石等软质石材,要求刀头的力学性能相对低些,可选用铜基粘结剂。但铜基粘结剂烧结温度低,强度、硬度较低,韧性较高,与金刚石结合强度低。
当加入碳化钨(WC)时,以WC或W2C作为骨架金属,配以适量的钴以提高强度、硬度及结合特性,并加入少量熔点低、硬度低的Cu、Sn、Zn等金属作粘结相。主加成分粒度应细于200目,添加成分粒度应细于300目。

改进金刚石的粒度配比
传统配比中,刀头要锋利些,多用些粗粒金刚石,反之则用细粒金刚石。诚然如是,但始终达不到应有的工作效率。由于金刚石的硬度与弹性模量术高,在高温烧结时很难发生塑性变形。选好配比,提高烧结前金刚石颗粒的堆积密度,对提高刀具的磨耗比是有利的。经过多次实验得出一般刀头粗、中粗、细粒三种颗粒金刚石组成,其粒度比例为1:0.0227:0.071。

采用超细粉末和预合金粉末。超细粉末有利于降结温度,提高胎体硬度。而预合金粉末,则通过三维立体混料,大大缩短了粉末与空气的接触时间,防止低熔点金属过早流失与偏析,并有利于提高烧结制品的强度,增加对金刚石的把持力。

合金砂轮的选择
1) 磨料粒度对砂轮堵塞及切削量有一定影响,粗砂粒与细砂粒相比,切入深度大磨粒切刃磨损增大,反之砂轮易于堵塞。
2) 砂轮硬度对堵塞影响较大,硬度高砂轮导热系数高,不利于表面散热,有利于提高加工精度及耐用度。
3) 砂轮浓度选择是重要特性,它对磨削效率及加工成本有很大影响,浓度过低影响效率,反之磨粒易脱落,但结合剂浓度范围也比较好。
在实验当中,可以明显的看出某些合金元素对于金刚石的浸润性具有了显著地影响。通过比较可以发现,这些合金之所以能够有效地浸润金刚石,是添加了少量强碳化物形成元素。











