供应:新款电镀金刚石工具_新款电镀金刚石工具供应商(认证企业)
2024-02-17 09:02:25

选择砂轮硬度的原则
选择砂轮硬度的一般原则是:加工软金属时,为了使磨料不致过早脱落,则选用硬砂轮。耐磨性强、寿命长。CBN砂轮磨削比可达3500—5500,比普通刚玉砂轮高百倍,比金刚石砂轮高3—5倍。
加工硬金属时,为了能及时的使磨钝的磨粒脱落新款电镀金刚石工具,从而露出具有尖锐棱角的新磨粒(即自锐性)电镀金刚石,选用软砂轮。者是因为在磨削软材料时,砂轮的工作磨粒磨损很慢,不需要太早的脱离;

在中国,由于天然金刚石的含量稀缺,其价格一直居高不下,导致天然金刚 石钻头的产量一直在下滑,也随着人造金刚石技术的不断改进,其性能已经 和天然金刚石十分接近,所以,天然金刚石钻头正在逐步退出中国市场电镀金刚石锯片。

金刚石工具电镀车间要保持卫生:
①操作人员进入电镀车间穿工作服,换工作鞋,禁止非工作人员随便进入车间。
②每天工作完毕,仔细清理操作场地;定期清理车间设备和电镀容器、辅助用具等,除去灰尘和盐类结晶物,保持设备整洁和运行正常(特别导电部位)电镀金刚石切片。

③电镀设备停用时加罩加盖(尤其电镀槽和盛砂容器),保持清洁。
④车间禁止堆放非生产用的杂物,减少尘埃源。
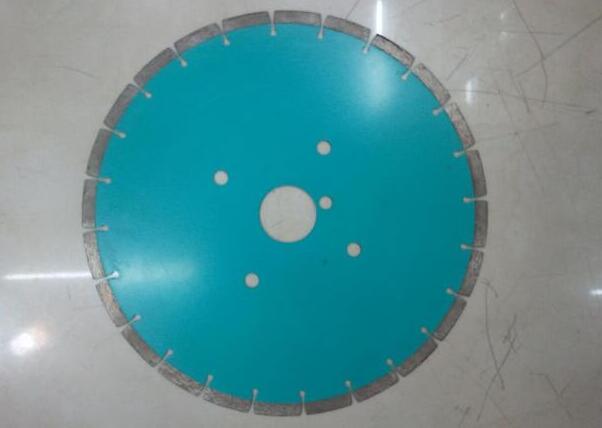
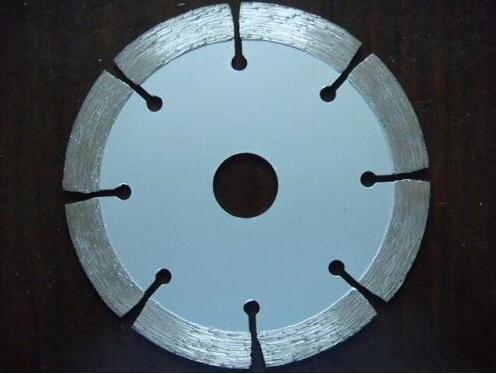
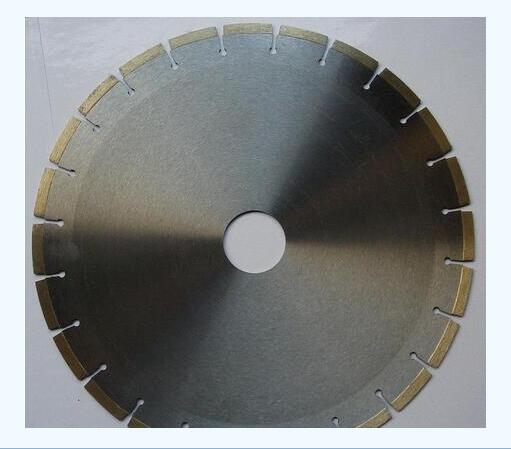
金刚石锯片外观分类
1、连续边缘锯片:连续锯齿金刚石锯片,一般通过烧结方法制作,常用青铜结合剂作为基础胎体料,切割时须加水以保证切割效果,并有用激光将刀头切割缝隙的种类。
2、刀头型锯片:锯齿断开,切割速度快,适合干、湿两种切割方法。
3、涡轮型锯片:结合了前面1、2两项的优势,锯齿连续呈现涡轮状均匀凸凹,提高了切割速度,增加使用寿命。

镀钨层与镀钛层相似,主要区别在于镀钨是靠化学方法在常温下进行化学镀,然后再电镀镍。这种镀钨金刚石需要在随后的热处理或者烧结过程中才会发生反应,形成真正的表面金属化,因此,属于预表面金属化。
金刚石锯片的应用范围
难加工有色金属材料的加工:加工铜、锌、铝等有色金属及其合金时,材料易粘附刀具,加工困难。利用金刚石摩擦系数低、与有色金属亲和力小的特点,金刚石刀具可有效防止金属与刀具发生粘结。

超精密加工:随着现代集成技术的问世,机加工向方向发展,对刀具性能提出了相当高的要求。由于金刚石摩擦系数小、热膨胀系数低、导热率高,能切下极薄的切屑,切屑容易流出,与其它物质的亲和力小,不易产生积屑瘤,发热量小,导热率高,可以避免热量对刀刃和工件的影响,因此刀刃不易钝化,切削变形小,可以获得较高质量的表面。
刨花板木工加工:
大型木工切削作业,尤其是刨花板、密度板、抗倍特板等高致密性、高硬度难加工的板料,传统的硬质合金锯片切削性能难以满足。PCD复合金刚石锯片已经成为硬材料的切削刀具,成为木工干切削作业刀具的佼佼者,其超硬性能以及经久耐磨是木工材料的克星.

金刚石锯片,维氏硬度10000HV,耐酸性强,刃口不易钝化,加工木材一次成型质量好,耐磨度高,相比硬质合金更耐磨,针对刨花板、密度板、木地板、贴面板等切削加工连续作业时间可达300~400个小时,高使用报废时间可以达到4000小时/片,相比硬质合金刀片而言,使用寿命更长,而且加工效率和加工精度更是达到的需求。











