新款电镀金刚石工具服务商_新款电镀金刚石工具服务商工厂 (在线咨询)
2024-03-05 09:04:04

电镀金刚石原理:
金刚石在弱酸性溶液中吸附H+(这可由加入金刚石后溶液pH升高而证明),并在电场作用下向阴极缓慢移动,终吸附在阴极表面新款电镀金刚石工具。这样当Ni2+、Co2+、Mn2+不断在阴极表面吸附时,就把吸附在阴极表面的金刚石不断包裹起来,形成金刚石复合镀层。

电解液加热:由于电解液加热温度不很高(<50°),通常水浴加热,电镀容器置于操作台面的水浴槽内。加热可采用钛合金加热管或热水器,前者置于水浴槽内,后者热水管通入水浴槽内。电热管可配备控温装置。其原理通过电子继电器(DJ-702型)控制电加热主回路中的执行部件电镀金刚石锯片,即接触器JC,使之闭合(或断开),从而接通(或切断)加热电源,达到自动控温的目的。
镀液的回收:电镀结束、工件出槽时,应用蒸镏水在镀槽上方喷淋工件表面,使工件上带出的电解液和夹带的金刚石流回镀槽,以便回收。

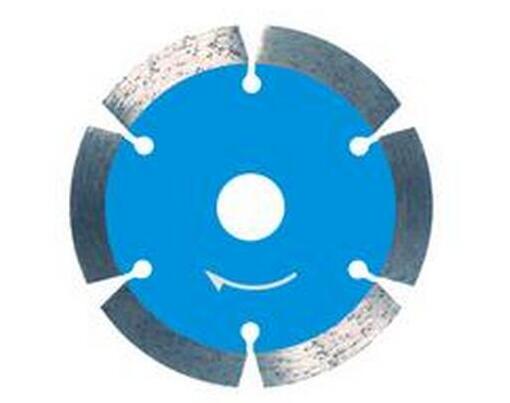
如何选择金刚石锯片工具
不同的材料选用不同种类的金刚石锯片,不同粉类配方适合不同材质的特性电镀金刚石切片,对材料产品的质量、效果、合格率乃至成本和效益造成直接的影响。
影响金刚石圆锯片效率和寿命的因素有锯切工艺参数和金刚石的粒度、浓度、结合剂硬度等。据切参数有锯片线速度、锯切浓度和进刀速度。

岩石愈坚硬,宜选取用较细的粒度。因为在同等压力条件下,金刚石愈细愈锋利,有利于切入坚硬的岩石。另外,一般大直径的锯片要求锯切,宜选取用较粗的粒度,如30/40,40/50;小直径的锯片锯切的效率低,要求岩石锯切截面光滑,宜选用较细的粒度,如50/60,60/80。
金刚石工具上金刚石的脱落:
交变的切削力使金刚石颗粒在结合剂中不断的被晃动而产生松动。同时,锯切过程中的结合剂本身的磨损和锯切热使结合剂软化。这就使结合剂的把持力下降,当颗粒上的切削力大于把持力时,金刚石颗粒就会脱落。

无论哪一种磨损都与金刚石颗粒所承受的载荷和温度密切相关。而这两者都取决于锯切工艺和冷却润滑条件。金刚石锯片的制造方法:随着汽车、航空和航天技术的飞速发展,对材料性能及加工技术的要求日益提高。

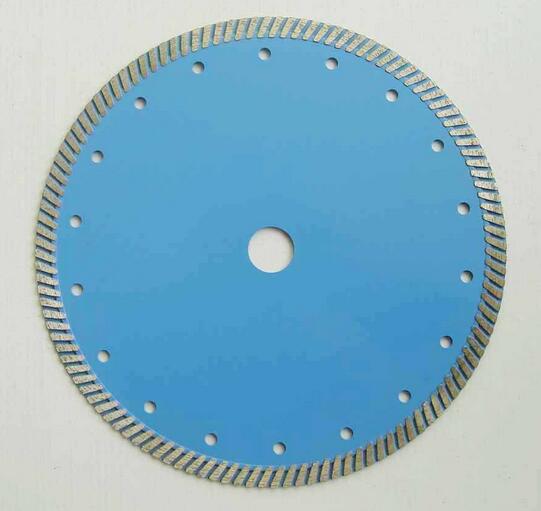
金刚石圆锯片档次价格有讲究
被行业、企业家重视看好的金刚石圆锯片,是石材加工中用量大、生产研制单位多的品种,部分产品达到水平。
锯片的刚性、韧性和机械强度,锯片的精度、尺寸公差、使用寿命等方面还存在不少差距。
组合锯片由于变形、跑偏等问题,使用一半就半途而废。小锯片要求锋利度好、切割的板材不崩边,而许多锯片恰恰达不到用户要求。
粘结相的选择
锯片的性能并不仅仅取决于金刚石,而是取决于金刚石与粘结剂恰当配合构成的刀头这种复合材料的整体性能。对于大理石等软质石材,要求刀头的力学性能相对低些,可选用铜基粘结剂。但铜基粘结剂烧结温度低,强度、硬度较低,韧性较高,与金刚石结合强度低。
当加入碳化钨(WC)时,以WC或W2C作为骨架金属,配以适量的钴以提高强度、硬度及结合特性,并加入少量熔点低、硬度低的Cu、Sn、Zn等金属作粘结相。主加成分粒度应细于200目,添加成分粒度应细于300目。

选择切割工艺的基本要求
锯片旋转方向与石材进给方向相同为顺切割,反之为逆切割,而逆切割时,由于有一个向上的垂直分力,形成掀起石材之势,因此,为稳固石材,在相同条件下,应尽量采用顺切割。当采用逆切割时,切割深度要减少,一般减少到顺切割的1/3—1/2。

选择切割工艺的基本要求是:对硬度低,切割性能好的石材,可深切慢走,反之浅切快走,即对同一石材及相应的锯机和锯片,应以切割,切板质量好,锯片和基体寿命长的工艺参数为准,四者相辅相成,唇齿相依,万万不可以偏概全。如当锯片的切速不能保持时,说明锯片磨钝了,应减少切割深度而增大切速来磨锐锯片。











