电镀金刚石工具设备图片_电镀金刚石工具设备图片厂家 (在线咨询)
2024-03-29 09:04:06

适宜陶瓷基CBN砂轮加工对象:
陶瓷基CBN砂轮适于加工超硬高速钢、耐热钢、不锈钢、超高强度钢、高温合金等难加工材料,被应用于汽车、航空、工具、刃具、轴承、齿轮、螺纹等领域的加工电镀金刚石工具设备。陶瓷基CBN砂轮磨削齿轮、螺纹的优越性:
1. CBN砂轮可以制成精度较高的齿形电镀金刚石,由于耐用度高,不频繁修整,不需经常调整机床,可获得稳定的齿廊、导程和节距精度。

2. 可实现高速磨削与高进给率磨削齿面,粗糙度低且不会损伤,可在提高磨削效率的条件下获得较高的齿轮精度(6~7级)。
3. CBN砂轮寿命长,磨削性能好,节约了砂轮更换修整、机床调整和工件检测等许多辅助时间。
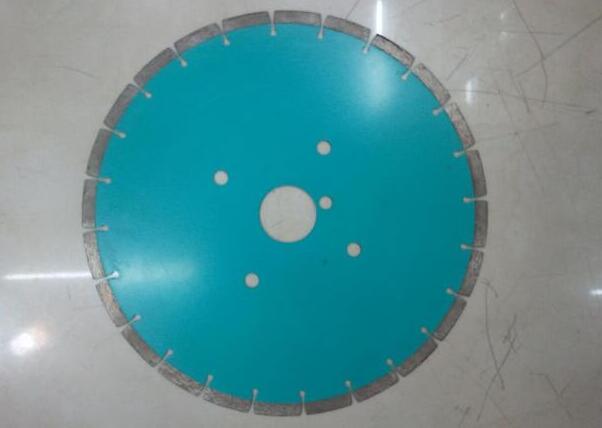
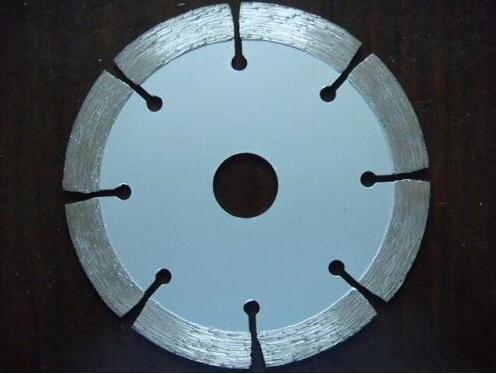
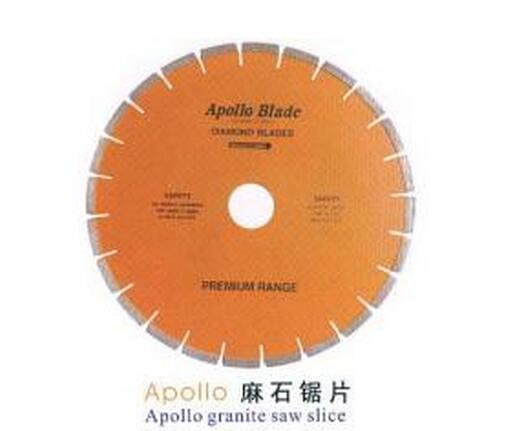
金刚石锯片外观分类
1、连续边缘锯片:连续锯齿金刚石锯片电镀金刚石锯片,一般通过烧结方法制作,常用青铜结合剂作为基础胎体料,切割时须加水以保证切割效果,并有用激光将刀头切割缝隙的种类。
2、刀头型锯片:锯齿断开,切割速度快,适合干、湿两种切割方法。
3、涡轮型锯片:结合了前面1、2两项的优势,锯齿连续呈现涡轮状均匀凸凹,提高了切割速度电镀金刚石切片,增加使用寿命。

镀钨层与镀钛层相似,主要区别在于镀钨是靠化学方法在常温下进行化学镀,然后再电镀镍。这种镀钨金刚石需要在随后的热处理或者烧结过程中才会发生反应,形成真正的表面金属化,因此,属于预表面金属化。

温度效应是使锯片破损的影响因素
磨粒磨削点温度却较高,一般在250~700℃之间。而冷却液只降低弧区的平均温度,对磨粒温度却影响较小。这样的温度不致使石墨炭化,却会使磨粒与工件之间摩擦性能发生变化,并使金刚石与添加剂之间发生热应力,而导致金刚石失效机理发生根本性变化。研究表明,温度效应是使锯片破损的影响因素。

金刚石锯片的磨破损:由于力效应和温度较应,锯片经过一段时间的使用往往会产生磨破损。磨破损的形式主要有以下几种:磨料磨损、局部破碎、大面积破碎、脱落、结合剂沿锯切速度方向的机械擦伤。

制造刀具的理想材料
新型材料如碳纤维增强塑料、颗粒增强金属基复合材料(PRMMC)及陶瓷材料得到广泛应用。这些材料具有强度高、耐磨性好、热膨胀系数小等特性,这决定了对它们进行机加工时刀具的寿命非常短。
开发新型耐磨且稳定的超硬切削刀具是许多高校、科研院所和企业研究的课题。 金刚石集力学、光学、热学、声学、光学等众多优异性能于一身,具有极高的硬度,摩擦系数小,导热性高,热膨胀系数和化学惰性低,是制造刀具的理想材料。
金刚石锯片的应用范围
难加工有色金属材料的加工:加工铜、锌、铝等有色金属及其合金时,材料易粘附刀具,加工困难。利用金刚石摩擦系数低、与有色金属亲和力小的特点,金刚石刀具可有效防止金属与刀具发生粘结。

超精密加工:随着现代集成技术的问世,机加工向方向发展,对刀具性能提出了相当高的要求。由于金刚石摩擦系数小、热膨胀系数低、导热率高,能切下极薄的切屑,切屑容易流出,与其它物质的亲和力小,不易产生积屑瘤,发热量小,导热率高,可以避免热量对刀刃和工件的影响,因此刀刃不易钝化,切削变形小,可以获得较高质量的表面。
金刚石锯片不正确的方法:
1.在放置金刚石修整工具头到夹座时,注意不要撞击到砂轮表面。
2.不能将单点的金刚石修整工具头垂直地对准砂轮中心,一般需倾斜10~15°。
3.不能对发热的修整工具进行“淬火”(指突然变冷)。在干式修整时,必须保持两次修整的间隔时间,足以使发热的修整工具冷却。
4.不能假定砂轮表面具有理想的平整。在开始修整时,找出砂轮的高点位置,进行修整。
5.如果可能的话,每次砂轮的修除量,在砂轮的半径上不能超过0.001英寸。过大的修除量能够引起金刚石修整工具头的过早磨耗和经常破碎。











