供应:电镀金刚石磨盘_电镀金刚石磨盘厂家(认证企业)
2024-04-25 09:03:58
热处理的影响
1)残余奥氏体 砂轮磨削时残余奥氏体由于砂轮砂轮磨削时产生的热和压力而转变,同时可能伴随出现表面回火和砂轮磨削裂纹。残余奥氏体量应控制在30%以内电镀金刚石磨盘。

2)渗层碳浓度 渗层碳浓度过高电镀金刚石,在渗层组织中容易形成网状碳化物或过多的游离碳化物。由于这种物质极硬,在砂轮磨削过程中可能出现局部过热倾向和发生表面回火。渗层碳浓度过高,会使工件表面产生过多的残余奥氏体.从而导致裂纹。因此,表面碳浓度增加,则降低了砂轮磨削性能,一般表面碳浓度应控制在0.75%-0.95%范围以内。

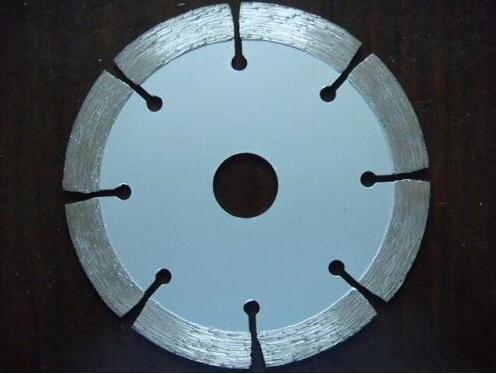
温度效应是使锯片破损的影响因素
磨粒磨削点温度却较高,一般在250~700℃之间电镀金刚石锯片。而冷却液只降低弧区的平均温度,对磨粒温度却影响较小。这样的温度不致使石墨炭化,却会使磨粒与工件之间摩擦性能发生变化,并使金刚石与添加剂之间发生热应力,而导致金刚石失效机理发生根本性变化。研究表明,温度效应是使锯片破损的影响因素。

金刚石锯片的磨破损:由于力效应和温度较应,锯片经过一段时间的使用往往会产生磨破损电镀金刚石切片。磨破损的形式主要有以下几种:磨料磨损、局部破碎、大面积破碎、脱落、结合剂沿锯切速度方向的机械擦伤。
金刚石锯片的应用范围
难加工有色金属材料的加工:加工铜、锌、铝等有色金属及其合金时,材料易粘附刀具,加工困难。利用金刚石摩擦系数低、与有色金属亲和力小的特点,金刚石刀具可有效防止金属与刀具发生粘结。

超精密加工:随着现代集成技术的问世,机加工向方向发展,对刀具性能提出了相当高的要求。由于金刚石摩擦系数小、热膨胀系数低、导热率高,能切下极薄的切屑,切屑容易流出,与其它物质的亲和力小,不易产生积屑瘤,发热量小,导热率高,可以避免热量对刀刃和工件的影响,因此刀刃不易钝化,切削变形小,可以获得较高质量的表面。
金刚石工具广泛应用于各行业
金刚石工具广泛应用于各行业,如建筑业,汽车业和工程陶瓷行业。经过几十年的发展,中国的金刚石工具产业已经成长为一个大的。几百个品种的产品,形成包括金刚石锯片,金刚石刀头,金刚石砂轮,金刚石取芯钻头,金刚石绳锯,金刚石锯帮派等,其生产技术,现在也变得越来越先进。

金刚石工具,他们所用的钻石起到非常重要的作用。中国已经成功研发了铰链六面顶压机机,它可以在世界先进水平生产出的钻石。

线锯的应用程序具备的优点
与传统的“火焰切割”开采方法相比,线锯的应用程序具有以下优点:
1、适应性广。绳锯适用于所有类型的石材矿山。但火焰切割仅适用于高石英含量少花岗岩裂隙矿。
2、功能好,。首先金刚石绳锯开采罐1020微米甚至更深,而火焰切割一般小于10m;其次切割速度更快的2或3倍,焰切割。通常它可以实现34平方米/小时。
3、线锯可用于垂直,水平,和不同方向切割。它也能盲目切割时火焰切割只能用于垂直平面切割。
4、高生产成本低。

随着内界面上碳化物的生成,铜和碳之间的内界面张力有可能下降,但这并不是说,合金元素越容易行程碳化物,作为合金添加元素就越好。因为,还要考虑其他的因素,要防止过于激烈的界面反应发生,以至于造成对金刚石的严重腐蚀和金刚石强度的降低。

金属结合剂金刚石砂轮如何保养
金刚石砂轮是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料有效工具,金属结合剂金刚石砂轮按制造方式不同主要有有烧结、电镀两种类型;在日常生活中。又该如何保养呢?下面一起来看看吧:
1.金刚石砂轮如不立即使用,应将其平放或利用内孔将其悬挂起来,平放的锯片上不能堆放其它物品或脚踩,并要注意防潮,防锈蚀。
2.当金刚石砂轮不再锋利、切割面粗糙时,必须及时进行再修磨。修磨不能改变原角度,和破坏动平衡。
3.金刚石砂轮的内径修正、定位孔加工等,必须由厂方进行。如果加工不良,会影响产品使用效果,并且可能发生危险,扩孔原则上不能超过原孔径20mm,以免影响应力的平衡.











