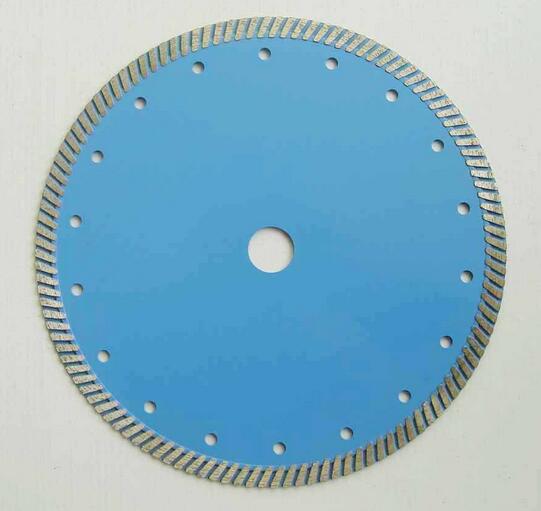
电镀金刚石磨轮生产厂(推荐)_潍坊电镀金刚石锯片
2024-07-05 09:02:44

电镀金刚石工具原理
电镀金刚石是金属复合电沉积过程(又称镶嵌电镀)。由于采用Ni.C0二元合金或Ni.CoMn三元合金电解液,可获得合金复合镀层,具有比单金属Ni镀层更好的性能(硬度、致密性、耐磨性、耐高温性等):要实现合金的共沉积,必须要求2种金属的电极电位差小于0.02V。Ni(-0.25 V)、C0(-0.27 V)的电极电位差为0.02 V,因此可以得到Ni.Co合金镀层。

金刚石钻头是40年前世界钻探行业的新发明电镀金刚石磨轮,一经发明便轰动整个钻探界,在 地质勘探、水文勘探以及油气勘探方面广泛应用。

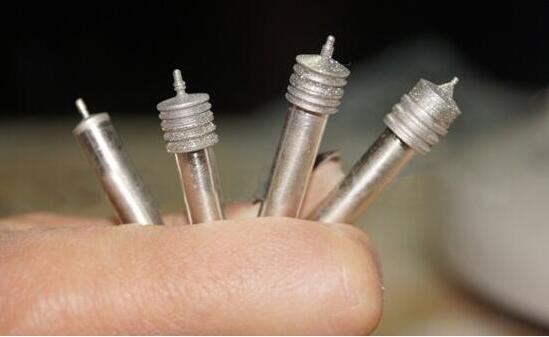
磨削硬质合金砂轮用的砂轮
适用范围:SDC用於高硬度非鐵金屬研磨,主磨玻璃.磁铁.宝石。目前硬质合金砂轮主要用树脂结合剂金刚石砂轮来加工,2010出现的硬质合金砂轮钉锤供不应求的局面,树脂结合剂金刚石砂轮磨削效率远远满足不了供不应求的局面。介于树脂结合剂金刚石砂轮的磨削特点

在国内,使用量的是地质金刚石钻头,其又可以分为:电镀金刚石钻头 、热压金刚石钻头以及复合片钻头。

延长金刚石工具使用寿命
金刚石复合镀层的切削、磨削工具在磨削切削硬度高的石材时电镀金刚石锯片,较目前普遍使用的Ni-Co合金为基质金属耐磨性提高,提供了镶嵌较高品级金刚石的基质金属在工具使用中匹配消耗,延长使用寿命。

Ni-Co-Mn合金镀层中w(Mn)为0.1%以下时便可将合金中w(Co)从22%以上降到4%左右,节省了约80%价格昂贵的Co。由于Mn的引入引起韧性变劣,可通过添加剂满足Ni-Co-Mn合金对延展性的要求。
粘结相的选择
锯片的性能并不仅仅取决于金刚石电镀金刚石切片,而是取决于金刚石与粘结剂恰当配合构成的刀头这种复合材料的整体性能。对于大理石等软质石材,要求刀头的力学性能相对低些,可选用铜基粘结剂。但铜基粘结剂烧结温度低,强度、硬度较低,韧性较高,与金刚石结合强度低。
当加入碳化钨(WC)时,以WC或W2C作为骨架金属,配以适量的钴以提高强度、硬度及结合特性,并加入少量熔点低、硬度低的Cu、Sn、Zn等金属作粘结相。主加成分粒度应细于200目,添加成分粒度应细于300目。

金刚石锯片切割的注意事项
金刚石锯片空转稳定后方可进行试切割,不准锯片刃口与荒料接触时启动锯片,切割中不准停止锯片转动,须退出锯口后方可停转。切割时若发现荒料有晃动应立即停止切割,待将荒料固定牢固后方可继续工作,切割中,不准任意移动荒料。

切割时发现锯片有明显减速甚至夹刀现象,则可能是皮带打滑、压紧螺母松动或吃刀深度太大、走刀速度过快等原因,应及时调整。线速度应与加工石材的硬度和耐磨性相适应,建议选择下表线速度切割不同类型的石材。
提示:在线速度不高的情况下,增加切割效率,会降低锯片的寿命。

树脂金刚石砂轮的具体特点
树脂金刚石砂轮硬度高,强度大,研磨能力强,主要用于研磨高而硬的合金、非金属材料、切割硬而脆硬质合金、非金属矿物等。如硬质合金、陶瓷、玛瑙、光学玻璃、半导体材料和耐磨铸铁、石材等,下面由厂家详细讲述树脂金刚石砂轮的特点:
树脂金刚石砂轮具有良好的抛光作用,磨削时砂轮锋利,不易堵塞,具体特点如下:

1.磨削,同时砂轮消耗相对较慢;
2.自锐性好,磨削时发热量小,不易堵塞,减少了磨削时出现工作损伤的现象;
3.砂轮具有一定的弹性,有利于改善工件表面的粗糙度,主要用于精磨、半精磨、刀磨、抛光等工序;











