【新型电镀金刚石工具供应商】_电镀金刚石锯片厂家_新型电镀金刚石工具(联系我们)
2024-07-11 09:03:35

陶瓷结合剂金刚石砂轮解决砂轮寿命问题
CBN砂轮磨削能获得高的尺寸精度和低的表面粗糙度,加工表面不易产生裂纹,残余应力小。加工表面质量得到提高,一般无裂纹,并可获得残余压应力,显著提高工件疲劳强度,通常新型电镀金刚石工具,被磨工件的耐用度能提高30—50%电镀金刚石。
陶瓷结合剂金刚石砂轮有高强度,耐热性好,切削锋利,磨削,磨削过程中不易发热和堵塞,热膨胀量小,易控制加工精度。

同树脂结合剂金刚石砂轮相比,它解决了树脂金刚石砂轮的低寿命,磨削效率低,磨具本身在磨削过程中电镀金刚石锯片。磨削,同时砂轮消耗相对较慢;砂轮具有一定的弹性,有利于改善工件表面的粗糙度,主要用于精磨、半精磨、刀磨、抛光等工序;

镀层脱落使工具寿命缩短
随着经济的发展,科学技术的进步,不同的行业对电镀金刚石工具的要求基本上相同的,即、寿命长、磨削精度高。要保证这些特性电镀金刚石切片,镀层金属不仅要有较高的硬度、耐磨性,而且要求在基体各个部分要均匀分布,以免镀层脱落使工具寿命缩短。
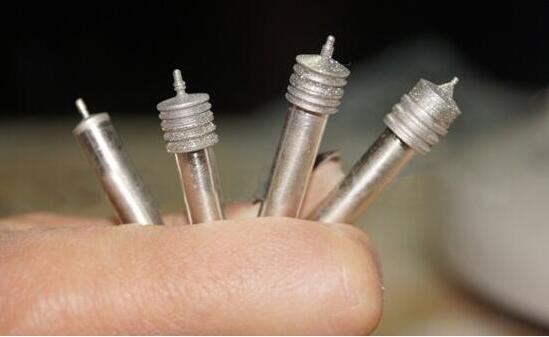
电镀金刚石工具:指通过金属电沉积的方法,使金刚石牢固地被胎体金属包裹在基体(钢或其它材料)上制作而成的一种金刚石工具,它广泛应用于机械电子、玻璃、建材、石油钻探等行业。

应用:用于曲轴、主轴承、连杆轴承、活塞杆、活塞环沟槽、阀头和阀杆、齿轮、齿条、螺纹和轴颈等零件的加工,电镀金刚石铰刀用于轻工业和液压零件铰孔,电镀金刚石砂轮片具有高的加工精度和高的使用寿命,另外还有修磨指甲用的甲锉,磨刀用的电镀磨石,医生用的电镀金刚石牙钻等。

金刚石工具
金刚石工具是在预先加工成型且形状各异的金属基体表面,用复合电镀的方法镶嵌一层(表镶)或多层(孕镶)金刚石颗粒而制成,如金刚石磨具和钻具。在生产现场将复合镀层中的基质金属称作胎体,的为Ni、Ni-Co、Ni-Fe和Ni-Mn合金以及近年来引起重视的Ni-Co-Mn合金。

胎体各具特性,在制造复合电镀金刚石工具时对复合镀层的硬度、平整性、金刚石与基质金属间的结合力及使用寿命有很高的要求,一般多采用w(Co)为30%以下的Ni-Co合金做基质金属。
粘结相的选择
锯片的性能并不仅仅取决于金刚石,而是取决于金刚石与粘结剂恰当配合构成的刀头这种复合材料的整体性能。对于大理石等软质石材,要求刀头的力学性能相对低些,可选用铜基粘结剂。但铜基粘结剂烧结温度低,强度、硬度较低,韧性较高,与金刚石结合强度低。
当加入碳化钨(WC)时,以WC或W2C作为骨架金属,配以适量的钴以提高强度、硬度及结合特性,并加入少量熔点低、硬度低的Cu、Sn、Zn等金属作粘结相。主加成分粒度应细于200目,添加成分粒度应细于300目。

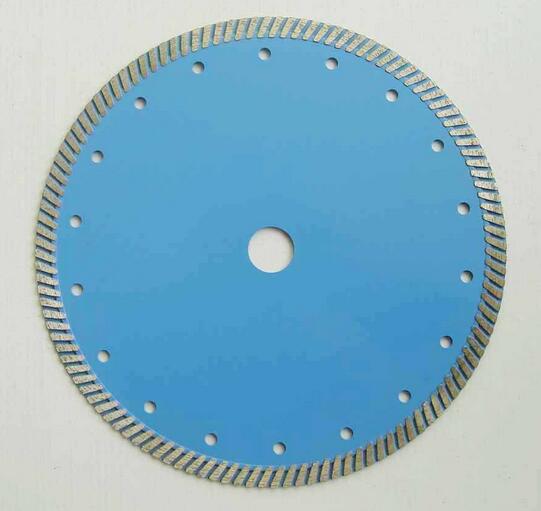
金刚石锯片的修整工作
金刚石锯片不能每次修除太小的余量。对于在旧的或刚性差的机床上使用的砂轮可以不进行修整。注意修整中不能在一个位置上停留太长的时间。这样将会使砂轮表面抛光,产生高温和损坏金刚石修整工具。每天至少转动修整工具一次。不能继续使用磨损或损伤了的修整工具,应及时对它进行调整或替换。

不能在粗修整时选择过大修除量和太快的横向进给速度,然后在精修整时再选择小修除量和缓慢的横向进给速度。这样将会很快地损坏金刚石修整工具。
如果可能的话,建议粗修整和精修整时,选择同样的横向进给速度。总结出来这些注意事项,希望各位消费者在购买本公司的金刚石锯片之后能很好的利用、维护,保证金刚石锯片不受损,使用寿命变长。

改进金刚石的粒度配比
传统配比中,刀头要锋利些,多用些粗粒金刚石,反之则用细粒金刚石。诚然如是,但始终达不到应有的工作效率。由于金刚石的硬度与弹性模量术高,在高温烧结时很难发生塑性变形。选好配比,提高烧结前金刚石颗粒的堆积密度,对提高刀具的磨耗比是有利的。经过多次实验得出一般刀头粗、中粗、细粒三种颗粒金刚石组成,其粒度比例为1:0.0227:0.071。

采用超细粉末和预合金粉末。超细粉末有利于降结温度,提高胎体硬度。而预合金粉末,则通过三维立体混料,大大缩短了粉末与空气的接触时间,防止低熔点金属过早流失与偏析,并有利于提高烧结制品的强度,增加对金刚石的把持力。











