人造电镀金刚石工具生产厂_人造电镀金刚石工具生产厂厂家
2024-08-08 09:02:52

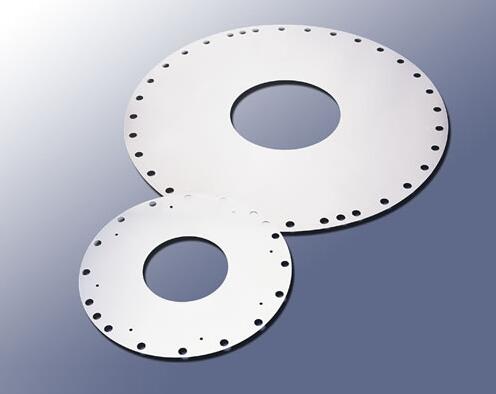
轨道板金刚石磨轮
高速铁路建设已被列人我国“十二五”计划的 首要工作人造电镀金刚石工具,火车运行轨道加工需使用CRTS Ⅱ 650型 轨道板金刚石磨轮电镀金刚石,磨轮制造标准与技术是从德国 博格集团引人我国。近年来国内一些企业在消化 吸收国外制造技术和标准的基础上,国产化水平已 达到设计、使用要求,成本远低于国外产品。

生产工艺大多以镀镍(或其合金)层作胎体利用撒砂 法将金刚石镶嵌到42CrMo4〔或45钢)材质的基体上制成高铁轨道板磨轮,加工生产工时在60h以 上。高铁轨道板磨轮为551. 4 mm,质量 124kg,按照图纸要求衬层厚度尺寸,决定了必须嵌入d>400μm以上的金刚石颗粒,且在高速磨削时 颗粒不脱落电镀金刚石锯片,给加工带来不小麻烦。

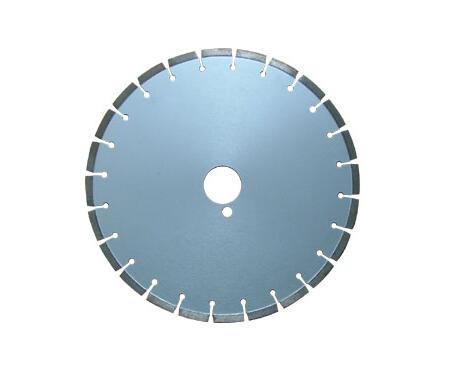
如何选择金刚石锯片工具
不同的材料选用不同种类的金刚石锯片,不同粉类配方适合不同材质的特性,对材料产品的质量、效果、合格率乃至成本和效益造成直接的影响。
影响金刚石圆锯片效率和寿命的因素有锯切工艺参数和金刚石的粒度、浓度、结合剂硬度等。据切参数有锯片线速度、锯切浓度和进刀速度。

岩石愈坚硬,宜选取用较细的粒度。因为在同等压力条件下,金刚石愈细愈锋利,有利于切入坚硬的岩石电镀金刚石切片。另外,一般大直径的锯片要求锯切,宜选取用较粗的粒度,如30/40,40/50;小直径的锯片锯切的效率低,要求岩石锯切截面光滑,宜选用较细的粒度,如50/60,60/80。

进刀速度
进刀速度即被锯切石材的进给速度。它的大小影响锯切率、锯片受力以及锯切区的散热情况。它的取值应根据被锯切石材的性质来选定。
但锯切粗粒结构而软硬不均的花岗石时,应降低进刀速度,否则会引起锯片振动导致金刚石碎裂而降低锯切率。锯切花岗石的进刀速度一般在9m~12m/min范围内选定。
所谓金刚石浓度,是指金刚石在工作层胎体中分布的密度(即单位面积内所含金刚石的重量)。“规范”规定,每立方厘米工作胎体中含4.4克拉的金刚石时,其浓度为,含3.3克拉的金刚石时,其浓度为75%。

金刚石锯片寿命和锋利度
当金刚石浓度由低到高变化时,锯片锋利性和锯切效率逐渐下降,而使寿命逐渐延长,但是浓度过高,锯片会变钝。而采用低浓度,效率则提高。因此,在金刚石锯片的制造过程,要根据不同的切割对象以及使用的机器,合理控制金刚石浓度,从而使金刚石在使用过程得到充分利用。

金刚石锯片的影响因素:刀头硬度。一般来说,结合剂的硬度越高,其抗磨损能力越强。因而,当锯切研磨性大的岩石时,结合剂硬度宜高;当锯切材质软的岩石时,结合剂硬度宜低;当锯切研磨性大且硬的岩石时,结合剂硬度宜适中。

金刚石焊接技术的重要性是不言而喻
金刚石锯片工具是80年代发展起来的切削工具。近二十年来以人造金刚石刀头作切削刃的金刚石锯片的到了广泛的应用.建筑、交通、化工、木材加工、有色金属切俐等行业使用金刚石锯片的比例越来越大。尤其是在天然石材加工、高速公路施工以及泥凝土工程中金刚石锯片己经成为决定工程进度和成本的主要因素。
据不完全统计,目前我国有石材企业20000多家从业人员,陶瓷产量16亿平方米已占全世界产且的30%以上。金刚石锯片的工作条件比较恶劣.高速、报动、高沮对金刚石刀头的焊接提出了苛刻的要求。

进一步提高我国金刚石锯片的整体质量
随着金刚石锯片切削速度和进刀量的不断提X对金刚石锯片焊缝强度的要求也越来越高金刚石锯片焊接技术的发展也日新月异。
系统总结金刚石锯片焊接技术、深入研究焊接新技术有助于进一步提高我国金刚石锯片的整体质量。
关于金刚石锯片焊接技术的重要性的问题,金刚石锯片生产厂家就暂时为您介绍这么多了,有关更多金刚石焊接技术的重要性还有不懂的,可以随时联系我们。











