电镀金刚石磨盘单价(查看)_电镀金刚石锯片
2024-11-17 08:02:49

电镀金刚石工具原理
电镀金刚石是金属复合电沉积过程(又称镶嵌电镀)。由于采用Ni.C0二元合金或Ni.CoMn三元合金电解液,可获得合金复合镀层电镀金刚石磨盘,具有比单金属Ni镀层更好的性能(硬度、致密性、耐磨性、耐高温性等):要实现合金的共沉积,必须要求2种金属的电极电位差小于0.02V。Ni(-0.25 V)、C0(-0.27 V)的电极电位差为0.02 V,因此可以得到Ni.Co合金镀层。

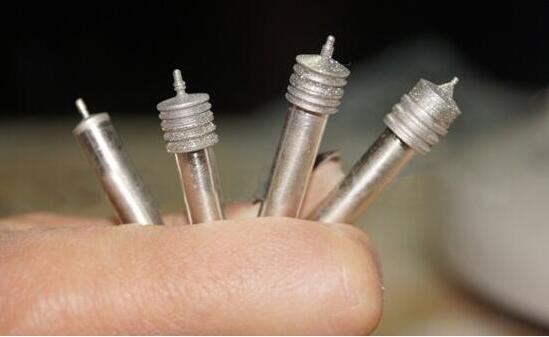
金刚石钻头是40年前世界钻探行业的新发明,一经发明便轰动整个钻探界,在 地质勘探、水文勘探以及油气勘探方面广泛应用。

砂轮削磨的普通冷却方法
1.砂轮磨削液选择不当,选择合理的砂轮磨削液。一般选择油性的砂轮磨削液,降低了砂轮磨削区的温度电镀金刚石锯片,会适当减少伤害的发生。在有条件的情况下选择品牌的砂轮磨削液。
2.可在采取湿磨的情况下一定不采用干磨。
3.砂轮磨削液有效充分供给,不但要砂轮磨削区供给充足,而且压力要大;才可以让温度降低与充分排屑。
4.保持冷却液的纯净。

5.保持冷却液较低的温度,从而可以降低砂轮磨削区的温度,必要时可使用散热器电镀金刚石切片。
6.砂轮磨削液喷嘴安放位置不妥,应使喷嘴尽可能靠近砂轮磨削区。
7.冷却液喷嘴加装空气挡板。
8.使用内冷却砂轮:内冷却法是将经过严格过滤的冷却液通过中空主轴引入砂轮的中空腔内。由于离心力的作用,将切削液沿砂轮孔隙向四周甩出,直接冷却砂轮磨削区。

金刚石的产业化中存在一些问题亟待解决
将金刚石厚膜用滚压研磨破坏的方法加工成平均粒度为32~37μm的金刚石晶粒或直接利用高温高压法制得金刚石晶粒,把晶粒粉末堆放到WC-16wt%Co合金上,然后用Ta箔将其隔离,在5.5GPa、1500℃条件下烧结60分钟,制成金刚石烧结体,用此烧结体制成的车刀具有很高的耐磨性。

目前在金刚石的产业化中还存在一些关键问题函待解决,如高速大面积的金刚石厚膜沉积工艺、控制金刚石膜的晶界密度和缺陷密度、金刚石膜的低温生长,金刚石薄膜与基体结合力弱等。
金刚石刀具优异的性能和广泛的发展前途吸引国内外无数的进行研究,有些已经取得了突破性进展,相信不久的将来金刚石刀具将广泛应用到现代加工中。

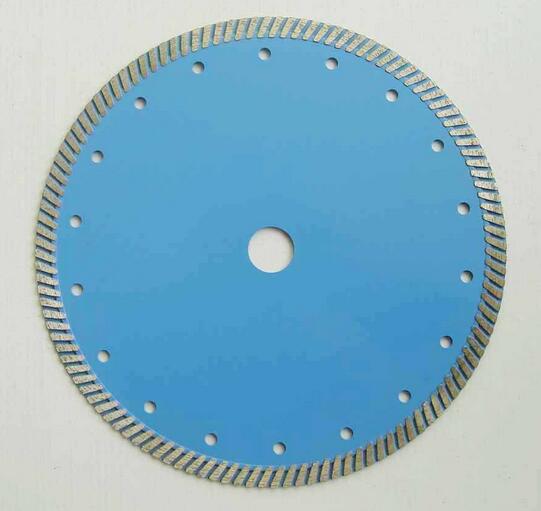
国内金刚石锯片的生产工艺
国内金刚石锯片的生产工艺一般都经过混料、冷压、热压烧结、焊接等流程操作。
1、低熔点物料挥发:金刚石锯片中低熔点金属流料过多,产生的挥发压力阻碍了粉末的烧结联结;
2、杂质含量过高:一般主要是铁粉的杂质含量高,造成低熔点物料无法有效润湿化合;
3、烧结压力不均:造成锯齿的厚薄不一,齿厚的部分是因为合金化或致密化程度不足;

4、模具状态影响:钢模的表面氧化层过厚,会造成热能的有效传输受影响,造成金刚石锯片齿厚不均;
5、基体镀铜层氧化:造成金刚石锯片的齿根部胎体与基体镀铜层无法结合,导致裂纹;
6、冷却过快:加热烧结后,金刚石锯片骤然冷却,胎体强烈收缩导致裂纹; 7、润湿剂质量差:因液态石蜡的杂质含量高,尤其使用混入杂质的机油时,易造成胎体流料开裂。
粘结相的选择
锯片的性能并不仅仅取决于金刚石,而是取决于金刚石与粘结剂恰当配合构成的刀头这种复合材料的整体性能。对于大理石等软质石材,要求刀头的力学性能相对低些,可选用铜基粘结剂。但铜基粘结剂烧结温度低,强度、硬度较低,韧性较高,与金刚石结合强度低。
当加入碳化钨(WC)时,以WC或W2C作为骨架金属,配以适量的钴以提高强度、硬度及结合特性,并加入少量熔点低、硬度低的Cu、Sn、Zn等金属作粘结相。主加成分粒度应细于200目,添加成分粒度应细于300目。

合金砂轮的选择
1) 磨料粒度对砂轮堵塞及切削量有一定影响,粗砂粒与细砂粒相比,切入深度大磨粒切刃磨损增大,反之砂轮易于堵塞。
2) 砂轮硬度对堵塞影响较大,硬度高砂轮导热系数高,不利于表面散热,有利于提高加工精度及耐用度。
3) 砂轮浓度选择是重要特性,它对磨削效率及加工成本有很大影响,浓度过低影响效率,反之磨粒易脱落,但结合剂浓度范围也比较好。
在实验当中,可以明显的看出某些合金元素对于金刚石的浸润性具有了显著地影响。通过比较可以发现,这些合金之所以能够有效地浸润金刚石,是添加了少量强碳化物形成元素。











