电镀金刚石工具设备_电镀金刚石工具设备工厂
2024-12-22 08:03:10

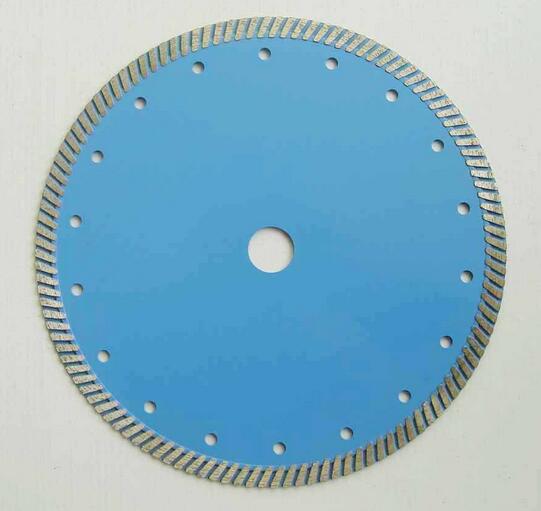
磨边轮的制造方法
磨边轮,包括设置在安装基板上的磨轮,安装基板上设置有两层及以上的磨轮。磨轮为内外两层,外层磨轮为金属结合剂金刚石磨轮,内层磨轮为树脂结合剂金刚石磨轮,内层磨轮和外层磨轮同心布置。内层磨轮和外层磨轮环状设置电镀金刚石工具设备。
内层磨轮环状连续布置电镀金刚石,外层磨轮环状均匀间断或连续布置。安装基板位于内层磨轮所在位置设置有环状装配凹槽,该装配凹槽连续或间断设置。
制造方法是在金属结合剂金刚石磨边轮的内层压制一圈树脂结合剂金刚石工作层,磨边轮外层为金属结合剂金刚石工作层,起粗磨边作用,内层为树脂结合剂金刚石工作层,起精修磨边作用;两者共同粘附在同一块安装基板上.

体积浓度是金刚石工具的重要参数
体积浓度表示结块中金刚石所占体积的多少,并规定,当金刚石的体积占总体积的1/4时的浓度为。增大金刚石浓度可望延长锯片的寿命电镀金刚石锯片,因为增加浓度即减小了每粒金刚石所受的平均切削力。但增加浓度必然增加锯片的成本,因而存在一个经济的浓度,且该浓度随锯切率增大而增大。
金刚石圆锯片在切割石材的过程中,会受到离心力、锯切力、锯切热等交变载荷的作用。由于力效应和温度效应而引起金刚石圆锯片的磨破损。
粘结相的选择
锯片的性能并不仅仅取决于金刚石电镀金刚石切片,而是取决于金刚石与粘结剂恰当配合构成的刀头这种复合材料的整体性能。对于大理石等软质石材,要求刀头的力学性能相对低些,可选用铜基粘结剂。但铜基粘结剂烧结温度低,强度、硬度较低,韧性较高,与金刚石结合强度低。
当加入碳化钨(WC)时,以WC或W2C作为骨架金属,配以适量的钴以提高强度、硬度及结合特性,并加入少量熔点低、硬度低的Cu、Sn、Zn等金属作粘结相。主加成分粒度应细于200目,添加成分粒度应细于300目。

改进金刚石的粒度配比
传统配比中,刀头要锋利些,多用些粗粒金刚石,反之则用细粒金刚石。诚然如是,但始终达不到应有的工作效率。由于金刚石的硬度与弹性模量术高,在高温烧结时很难发生塑性变形。选好配比,提高烧结前金刚石颗粒的堆积密度,对提高刀具的磨耗比是有利的。经过多次实验得出一般刀头粗、中粗、细粒三种颗粒金刚石组成,其粒度比例为1:0.0227:0.071。

采用超细粉末和预合金粉末。超细粉末有利于降结温度,提高胎体硬度。而预合金粉末,则通过三维立体混料,大大缩短了粉末与空气的接触时间,防止低熔点金属过早流失与偏析,并有利于提高烧结制品的强度,增加对金刚石的把持力。

激光可修复所有磨料和砂轮
激光可以用来修整所有磨料和结合剂的砂轮。用激光修整金刚石砂轮时,如果激光功率密度足够高,可以同时去除金刚石砂轮表而的金刚石磨粒和结合剂材料,达到目的;
另一方而,金刚石磨料与结合剂材料的光学和热物理性能相差较大,利用激光可控制性好的特点,通过合理调整激光加工参数,可以选择性地去除砂轮表面的结合剂材料,使金刚石磨粒具有一定的突出高度,达到修锐砂轮的目的。

由于金刚石和大部分金属或者是合金不浸润,使得金刚石与胎体的界面部位成为了薄弱环节,造成胎体对于金刚石的包镶仅依据机械卡固定。











