供应电镀金刚石锯片_电镀金刚石磨轮工厂(认证商家)
2025-01-09 08:03:22

延长金刚石工具使用寿命
金刚石复合镀层的切削、磨削工具在磨削切削硬度高的石材时,较目前普遍使用的Ni-Co合金为基质金属耐磨性提高,提供了镶嵌较高品级金刚石的基质金属在工具使用中匹配消耗,延长使用寿命电镀金刚石磨轮。

Ni-Co-Mn合金镀层中w(Mn)为0.1%以下时便可将合金中w(Co)从22%以上降到4%左右电镀金刚石,节省了约80%价格昂贵的Co。由于Mn的引入引起韧性变劣,可通过添加剂满足Ni-Co-Mn合金对延展性的要求。

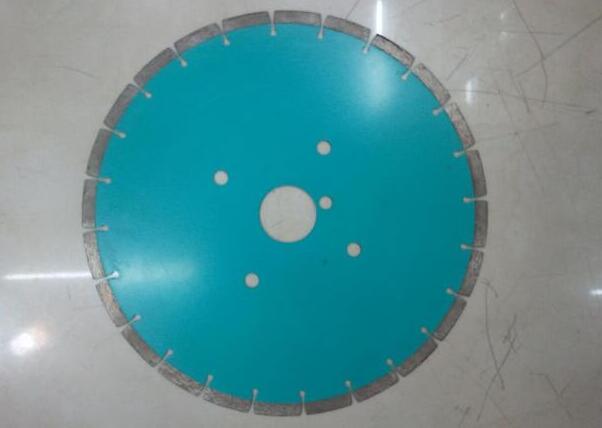
金刚石锯片是一种切割工具
金刚石锯片是一种切割工具,广泛应用于混凝土、耐火材料、石材,陶瓷等硬脆材料的加工。金刚石锯片主要由两部分组成:基体与刀头。
基体是粘结刀头的主要支撑部分,而刀头则是在使用过程中起切割的部分,刀头会在使用中而不断地消耗掉,而基体则不会电镀金刚石锯片,刀头之所以能起切割的作用是因为其中含有金刚石,金刚石作为目前硬的物质,它在刀头中摩擦切割被加工对象。而金刚石颗粒则由金属包裹在刀头内部。

真空热蒸镀钛对提高金刚石的氧化温度和热稳定性效果显著。因为钛是强碳化物形成元素,在热蒸镀时与金刚石反应在表面形成Tic,对金刚石的保护作用加强。

金刚石粒度的选择
金刚石粒度的选择:当金刚石粒度粗且为单一粒度时,锯片刀头锋利电镀金刚石切片,锯切,但金刚石结块的抗弯强度下降;当金刚石粒度细或粗细粒度混合时,锯片刀头耐用度高,但效率较低。综合考虑以上因素,选择金刚石粒度为50/60目较为适宜。

金刚石粒度的选择当金刚石粒度粗且为单一粒度时,锯片刀头锋利电镀金刚石切片,锯切,但金刚石结块的抗弯强度下降;当金刚石粒度细或粗细粒度混合时,锯片刀头耐用度高,但效率较低。综合考虑以上因素,选择金刚石粒度为50/60目较为适宜。
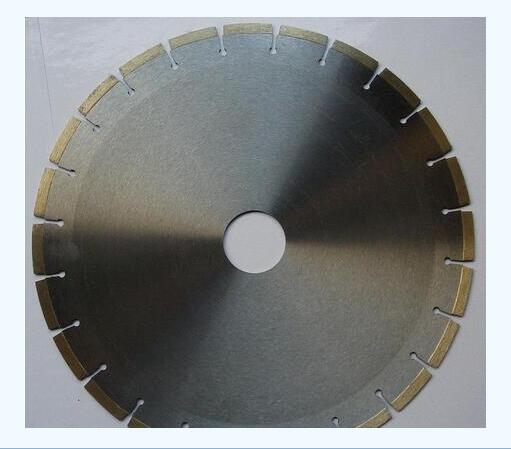
金刚石锯片:
这种类型的锯刀片具有小尺寸的工业用钻石(合成的或天然的)固定在其底部以利用钻石切割(实际上是磨削)硬而脆,或研磨材料。如钻石几乎是超硬的材料在地球上,金刚石锯片可以很容易地切割石材,混凝土,沥青,砖,玻璃,陶瓷,半导体材料,宝石等的方法,通过该钻石被固定到所述叶片的基部包括金属粘合,电镀,真空钎焊等,有多种类型的金刚石锯片被用于各种领域。
金刚石表面的预处理:为了解决胎体材料对于静安是浸润的问题,发展了对金刚石表面进行预处理的若干方法,目的在于,通过某种预处理使金刚石表面呈现出某种金属特征,也就是实现了金刚石的表面金属化。

合金砂轮的选择
1) 磨料粒度对砂轮堵塞及切削量有一定影响,粗砂粒与细砂粒相比,切入深度大磨粒切刃磨损增大,反之砂轮易于堵塞。
2) 砂轮硬度对堵塞影响较大,硬度高砂轮导热系数高,不利于表面散热,有利于提高加工精度及耐用度。
3) 砂轮浓度选择是重要特性,它对磨削效率及加工成本有很大影响,浓度过低影响效率,反之磨粒易脱落,但结合剂浓度范围也比较好。
在实验当中,可以明显的看出某些合金元素对于金刚石的浸润性具有了显著地影响。通过比较可以发现,这些合金之所以能够有效地浸润金刚石,是添加了少量强碳化物形成元素。

金刚石砂轮磨损时如何修补
金刚石砂轮的特性包括金刚石磨料的种类、粒度、浓度、结合剂和形状尺寸。今天就来说说金刚石砂轮磨损时如何修补:
由于金刚石磨料所具有的特性(硬度高、抗压强度高、耐磨性好),使金刚石磨具在磨削加工中成为磨削硬脆材料及硬质合金的理想工具,不但、精度高,而且粗糙度好、磨具消耗少、使用寿命长,同时还可改善劳动条件。因此广泛用于普通磨具难于加工的低铁含量的金属及非金属硬脆材料,如硬质合金、高铝瓷、光学玻璃、玛瑙宝石、半导体材料、石材等。

液态金属及其合金对金刚石的浸润:在高温烧结的过程当中,大部分的胎体为液相烧结或者部分液相烧结,粘结相对胎体中的其他组元进行浸润和烧结,有对金刚石颗粒进行浸润和烧结。











