定制电镀金刚石工具工厂生产厂_泰安电镀金刚石切片(立即咨询)
2025-01-28 08:03:10
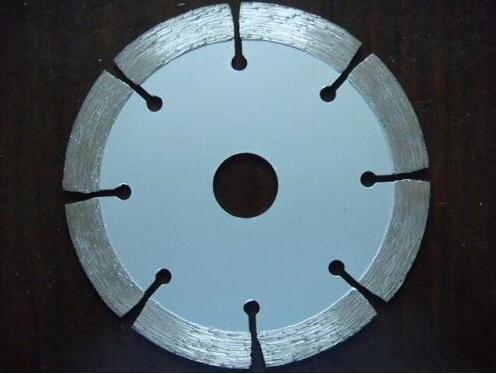
金刚石锯片的应用范围
难加工有色金属材料的加工:加工铜、锌、铝等有色金属及其合金时,材料易粘附刀具,加工困难。利用金刚石摩擦系数低、与有色金属亲和力小的特点,金刚石刀具可有效防止金属与刀具发生粘结定制电镀金刚石工具。

超精密加工:随着现代集成技术的问世电镀金刚石,机加工向方向发展,对刀具性能提出了相当高的要求。由于金刚石摩擦系数小、热膨胀系数低、导热率高,能切下极薄的切屑,切屑容易流出,与其它物质的亲和力小,不易产生积屑瘤,发热量小,导热率高,可以避免热量对刀刃和工件的影响,因此刀刃不易钝化电镀金刚石锯片,切削变形小,可以获得较高质量的表面。

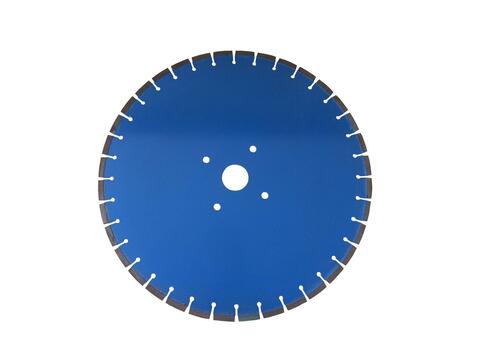
金刚石框架铬市场空白待填补
金刚石框架锯是加工大理石大板的关键设备,目前大理石大板用量不断上升,市场供不应求。然而,这块“肥肉”却几乎被国外进口板占领。究其原因,一方面是国内对大理石大板的生产重视不够;另一方面我国生产的金刚石框架锯及锯条质量不过关电镀金刚石切片,长期依靠进口,缺少自己的生产厂家。因此,国内金刚石工具行业应抓住这个市场潜力,重视金刚石锯条的开发和生产,尽快填补这一市场空白。

由于是在常温下进行的,对于保护金刚石强度免受热损害十分有益处,改方法生产的镀膜金刚石已经在锯片、钻头等金刚石工具中获得广泛的应用。烧结后的锯片经检验合格以后,在进行少量处理,喷漆。

金刚石锯片使用中的技巧问题
金刚石锯片在使用过程中有很多的技巧性问题,有些人常用的方法是错的,有些正确的方法却一直没有被利用。以下是公司的技术人员总结的一些注意事项,希望能给大家一些帮助。
正确方法:在使用新的修整器之前,应从上次修整的进给中退出。许多质脆的金刚石修整工具,在开始与砂轮的接触中,都容易被损坏。

以倾斜10 ‰15 °的角度安装金刚石修整工具头,使其指向砂轮的旋转方向。牢固地安装好修整器或夹紧修整工具,不得将工具头悬垂太长。在可能的情况下,尽量使用冷却液。在整个修整时间里,用冷却液浇注修整工具与砂轮接触处。
金刚石工具的修整工作
在修整开始时,从砂轮的高点修起,通常为砂轮的中部。注意进行轻微量的修除。修除的大深度,对于粗修除:0.001~0.002英寸。对于精修除:0.0005~0.001英寸。
按有关手册选择合适的横向移动速度。横向移动速度越慢,获得砂轮表面粗糙度越低。必须在规定的时间间隔内对砂轮进行修整,防止砂轮变钝,使磨削力增大。

在规定的时间间隔内,将刀夹中的修整工具,旋转1/8圈,以保证修整工具的始终锐利。当金刚石修整器或工具头变钝或明显地变平时,应及时地调整与更换。
根据砂轮的直径大小,合理选择金刚石的CARAT量(纯金刚石含量),砂轮直径越大,选择的金刚石CARAT值越大。

改进金刚石的粒度配比
传统配比中,刀头要锋利些,多用些粗粒金刚石,反之则用细粒金刚石。诚然如是,但始终达不到应有的工作效率。由于金刚石的硬度与弹性模量术高,在高温烧结时很难发生塑性变形。选好配比,提高烧结前金刚石颗粒的堆积密度,对提高刀具的磨耗比是有利的。经过多次实验得出一般刀头粗、中粗、细粒三种颗粒金刚石组成,其粒度比例为1:0.0227:0.071。

采用超细粉末和预合金粉末。超细粉末有利于降结温度,提高胎体硬度。而预合金粉末,则通过三维立体混料,大大缩短了粉末与空气的接触时间,防止低熔点金属过早流失与偏析,并有利于提高烧结制品的强度,增加对金刚石的把持力。

金刚石树脂砂轮的用途
金刚石树脂砂轮是低温固化,生产周期短,设备和供应流程比较简单;因树脂具有流动性,容易成型复杂性面的砂轮。
树脂金刚石砂轮(树脂刀磨砂轮)可根据产品型号多款供选(平行砂轮、平行带弧砂轮、双面凹砂轮、双斜边砂轮、碗型砂轮)等,它们的用途:
平行砂轮:主要用于硬质合金的外圆磨削和刀刃加工。

平行带弧砂轮:主要用于硬质合金的成形磨削和圆弧面的成形磨削。
双面凹砂轮:主要用于磨削量具和无芯磨砂轮机。
双斜边砂轮:主要用于硬质合金类齿轮滚刀、螺纹刀具的成型磨削。
碗形砂轮:主要用于硬质合金刀具、高速钢的刃磨、亦可用于铣磨。











