定制电镀金刚石磨棒生产商_定制电镀金刚石磨棒生产商厂家
2025-03-13 08:02:47

CBN的硬度高于普通磨料
由于CBN结合剂金刚石砂轮具有自锐性好、磨削等优点定制电镀金刚石磨棒,在机械加工行业得到推广应用电镀金刚石。在目前生产的各类结合剂的金刚石砂轮中CBN结合剂砂轮所占比重比较大。

高硬度意味着切削能力更强、更锋利;CBN有高的耐磨性,意味着它比普通磨料更难磨损;保持磨粒形状的能力是CBN作为磨料的主要特性之一;CBN的抗压强度很高,这意味着在恶劣的条件下使用时它能保持颗粒完整而不易破碎;CBN有很好的导热性,在磨削时可实现冷切削。

通常用砂轮磨削表面的颜色来判断程度
由于在砂轮磨削产生时往往伴有表面氧化作用,而在零件表面生成氧化膜。又因为氧化膜的厚度不同而使其反射光线的干涉状态不同;因此呈现出多种颜色。
所以通常用砂轮磨削表面的颜色来判断程度,也就是“观色法”对钢件来说,颜色一般呈现白、黄褐、紫兰(青)的变化电镀金刚石锯片。不同砂轮磨削深度下,加工表面的颜色和氧化膜厚度不同。

钻进是指不取芯通过循环冲洗液将研磨的岩粉带到地面的钻进方式,这类钻头具有不提取钻具卡取岩心的优点,但是钻进的方式带来的必定是钻进效率的低下。

磨边轮碰边、缺边角
1)碰瓷在倒角边上的小碰瓷是磨边轮调节不到位造成的。
2)碰瓷在砖坯前位置,为倒角下降过快造成的倒角碰瓷。
3)倒角部位出现大碰瓷的为:
a.磨边轮螺丝松动;
b.磨边电机倒转;
c.磨边轮角度倾斜,造成的大碰瓷,要立即停机处理电镀金刚石切片。

4)碰瓷、缺前角:多数为磨边座摆移角度太小(2-3mm为宜),引起后轮磨削或磨边轮金刚砂过粗烂边;缺前角多数是修边轮磨太多,撞崩或前面的部分磨边轮不够锋利。
5)缺后角、锯齿、粗边缺后角主要因个别磨边轮磨太多,拉崩后角,粗边多是第6、7组磨太多,修边轮磨太少。若修边轮再磨多一点粗边会好转,则尺码偏小,减少第6、7组切削量。

适宜陶瓷基CBN砂轮加工对象:
陶瓷基CBN砂轮适于加工超硬高速钢、耐热钢、不锈钢、超高强度钢、高温合金等难加工材料,被应用于汽车、航空、工具、刃具、轴承、齿轮、螺纹等领域的加工。陶瓷基CBN砂轮磨削齿轮、螺纹的优越性:
1. CBN砂轮可以制成精度较高的齿形,由于耐用度高,不频繁修整,不需经常调整机床,可获得稳定的齿廊、导程和节距精度。

2. 可实现高速磨削与高进给率磨削齿面,粗糙度低且不会损伤,可在提高磨削效率的条件下获得较高的齿轮精度(6~7级)。
3. CBN砂轮寿命长,磨削性能好,节约了砂轮更换修整、机床调整和工件检测等许多辅助时间。

金刚石焊接技术的重要性是不言而喻
金刚石锯片工具是80年代发展起来的切削工具。近二十年来以人造金刚石刀头作切削刃的金刚石锯片的到了广泛的应用.建筑、交通、化工、木材加工、有色金属切俐等行业使用金刚石锯片的比例越来越大。尤其是在天然石材加工、高速公路施工以及泥凝土工程中金刚石锯片己经成为决定工程进度和成本的主要因素。
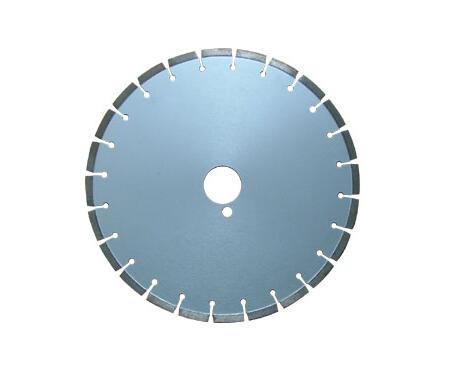
据不完全统计,目前我国有石材企业20000多家从业人员,陶瓷产量16亿平方米已占全世界产且的30%以上。金刚石锯片的工作条件比较恶劣.高速、报动、高沮对金刚石刀头的焊接提出了苛刻的要求。
金刚石工具广泛应用于各行业
金刚石工具广泛应用于各行业,如建筑业,汽车业和工程陶瓷行业。经过几十年的发展,中国的金刚石工具产业已经成长为一个大的。几百个品种的产品,形成包括金刚石锯片,金刚石刀头,金刚石砂轮,金刚石取芯钻头,金刚石绳锯,金刚石锯帮派等,其生产技术,现在也变得越来越先进。

金刚石工具,他们所用的钻石起到非常重要的作用。中国已经成功研发了铰链六面顶压机机,它可以在世界先进水平生产出的钻石。











